WAVE DESIGNER & POWER WAVE 455
(unification of digital power with intelligence)
Technology of arc welding is going through stormy development,
thanks to continuous advancements, provided by new electronics
controlled by computers. Welding technology MIG/MAG – arc
welding with continuous wire in shielding atmosphere of gases has
become for users a subject of greatest interest. The range of use
of this welding technology, through its better understanding has
been growing.
At firt this technology was used with pure CO2 gas
for unalloyed and lowalloyed materials. Pure CO2 gas
was replaced by blends of gases containing argon Ar. With the
advent of these blends of gases, the use of spray transfer of
weld metal was also enabled. Spray transfer of the weld metal to
the weld pool has its great advantages (no spatter around weld,
welds have perfect penetration), nevertheless also disadvantages
(large heat input, impossibility to weld in other positions,
except downhand welding).
Use of electronic elements for power circuits enabled the
development and production of the welding sources with the pulse
control of the weld metal spray transfer to weld.
Pulse control MIG/MAG technology has for its user the
following advantages:
- weld and an area around it is clean
- no spatter
- possibility to use in all positions of welding
- possibility to use nearly all types of filling materials
for MIG/MAG welding
Setting of all parameters of pulse process welding (magnitude
of pulses, rate of pulsed current to basic current, pulse
frequency, pulse shape etc.) is very demanding and varies for
each change of welding wire feed speed.
This demanding work concerning setting of the entire pulse
welding process has led to the use of microprocessors for control
of all parameters. Getting parameters for pulse welding is a
result of a long-term development and experience of the
manufacturer in the field of welding.
These welding parameters are determined for filling materials
used most. The customer can thus buy the welding source, which is
provided with the programs for the filling materials commonly
used.
What possibilities user has, if he wants to use for pulse
welding nonstandard filling material, for which, there is in the
welding source no corresponding program for the pulse welding ?
Until now, the user could try only some installed characteristics
for other material. If it did not suit, there was no possibility
to use that matarial for pulse welding.
Even these cases, the users of the pulse welding can solve
quite easily. Lincoln Electric firm is coming on the world and
Czech market as well with new software "WAVE DESIGNERTM",
which in connection with the source POWER
WAVE 455/FEED 10, 11 enables
designing of various welding parameters for pulse regime. The
user is thus getting into his hands a powerful tool for his own
development or for adjustment of existing characteristics.
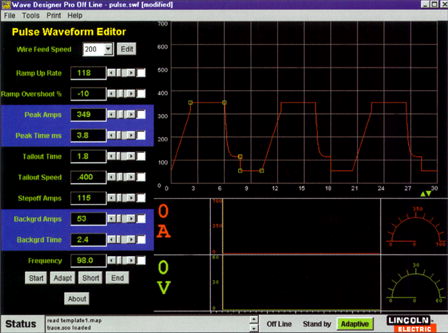
| The user is thus
entering the sphere of the pulsed arc setting, which
until now has been open only to the research and
development departments of the manufacturers of this
technology. WAVE DESIGNERTM enables
manipulation with some parameters of pulse shape, setting
of peak current, background current, frequency, pulse
width, arc length, start and other parameters, see fig.
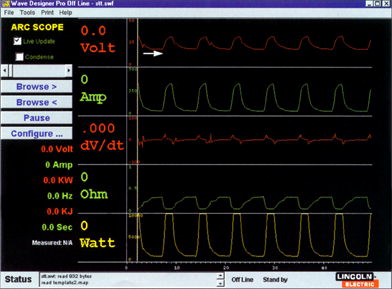
2. The program is provided also with a tool for scanning
of actual parameters on the arc "Arc Scope".
Arc scope monitors arc power, arc resistence, input
energy (fig.3). Arc Scope enables data processing with
high speed and data printing with high resolution. It is
an integral part of the program WAVE DESIGNER PROTM
and its use is as easy as with any program Windows.
Arc Scope is provided with an advanced measurement of
cursor, enabling integration of measured values in actual
time. Practical use is very easy. After an easy
connection of PC to the source POWER
WAVE 455 (Fig.1), the design of the proper pulse
activity is very easy. The user can see and hear the
result instantanenously. The user can store satisfactory
results in memory on PC disk and then to transfer it to
the welding source POWER WAVE 455.
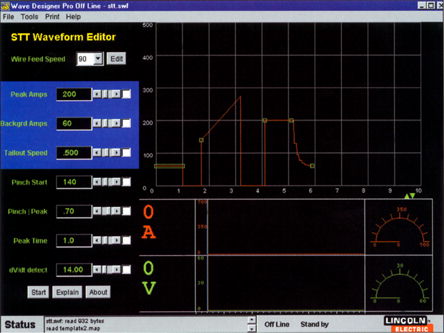
Users of source POWER WAVE 455/STT II have unique
possibility, as they can, through the program WAVE
DESIGNER, form parameters of controlled short-circuitting
process STT (fig.4). Source POWER WAVE 455/STT II is now
being prepared for sale.
Program ARC DESIGNER with program ARC SCOPE can thus
change the source POWER WAVE 455, connected with PC, into
digital oscilloscope provided with memory, at
simultaneous power control of pulse characteristics. For
common user it is a unique tool, which at welding
currents of hundreds ampers and scanning frequency 10 kHz
does not need oscilloscope, probes for scanning of
voltage and current. This simplicity is a main
precondition for good application and use of the existing
sources POWER WAVE 455.
Program ARC DESIGNER again confirmed that top quality
products can bring on market only firms with a strong
rasearch and development background, which LINCOLN
ELECTRIC undoubtedly has. Users of the products of this
firm can be sure that they wil be using only top quality
products, sometimes even unique.
Source: LINCOLN ELECTRIC
|
Klikni na
obrázek, aby se zvìtšil. 
Fig. 1

Fig. 2
Fig. 3

Fig. 4
|