Characteristics of STT source is used with an advantage in the cases, where very exact dosing of the heat input is necessary and where the total heat input must be exactly limited because of character of the weldment and its next processing.
Typical example is welding of car bodies, especially if the welds are made in places, which are easily seen at first glance.
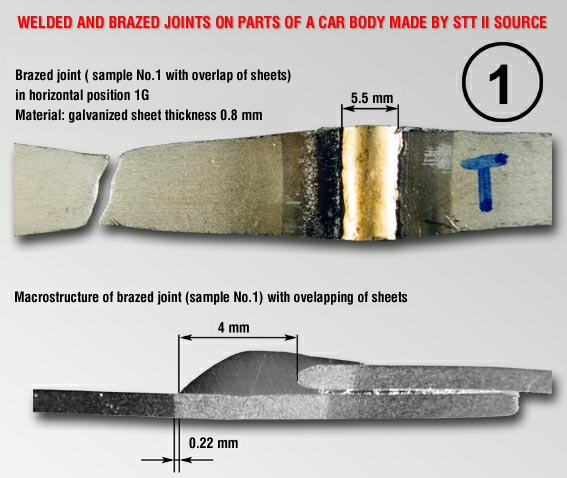
From the reason of analysis of joints made by STT source on parts of car bodies, it was decided to make on original basic material for production of the parts of car bodies that is on two-sided electroplated sheet 0,8mm a set of joints in various welding positions. The individual weld joints and welding positions are given in table No.1. STT II characteristics enabled both soldering with bronze wire and welding with wire G3Si1.
Joints made by soldering – No.1,2,3,4,5,14. Welded joints 6,7,8,9,10,11,12,13.
Of the joints made in individual positions two samples were made, which were submitted to tensile test according to CSN EN 895. Damage of sample in the basic material (PM) was done for all soldered joints in all stated positions, Results of the tensile tests thus correspond to the strength of basic material. The joints soldered were not repaired. Special shielding gas was used for making these joints - pure He, material AIBz8 dia 1,0 mm from Lincoln Electric.
Sample No. 14 is also worth seeing – butt joint made also by soldering. Here the damage of sample occurred, too in the area of basic material. Simillar results are also on all welded joints. All samples were damaged in the area of basic material. Results of tensile tests are given in table No.2.
Influence of welding positions on the strength of the joint made, was not seen for any type of joints, both soldered and welded. Also soldered joints or joints welded in downward vertical positions showed higher strength than the basic material. Joints No.11, 12, 13 – welds in basic positions and in positions 3G upward and downward, with minimal gap, show also satisfactory strength.
Generally speaking, it is possible to say that the joints, both soldered and welded, made by STT II source, from the view of the tensile test, can be compared with basic material.
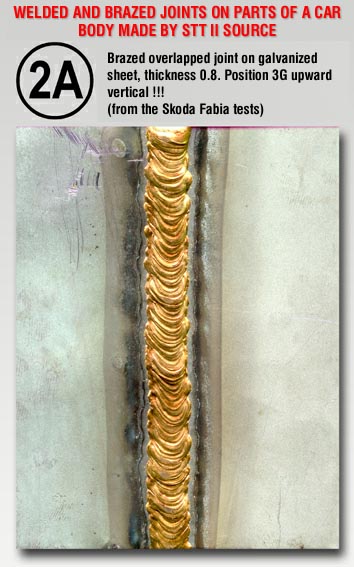
When applying soldering by STT II source it was possible to use welding of sheets of thickness 0,8mm also in upward and downward position 3G, which is, when using bronze wire, very favourable feature of the controlled short-circuit transfer of STT source.
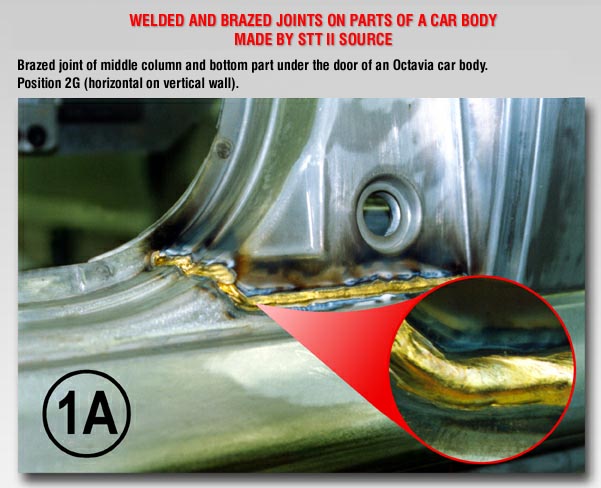
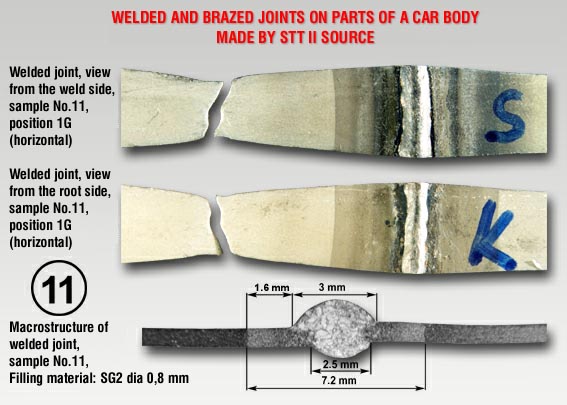
In fig.1, there is a joint soldered between door pillar and body bracket under the door of Skoda Octavia car. Fig. 2 shows joint soldered in position 3G upward, enlarged 8 times. Samples No.1,6,11,13,14 were used for macrogrinding. All macrostructures of joints made, were faultless.
When looking more closely at macrostructure of the welds it is obvious that soldered joints, compared with welds, show minimal area influenced by heat TOO 0,2 mm, which is limited only on the area under weld bead. With welded samples the TOO width is about 2 mm. It can be assumed that the subsequent deformations will be with soldered joints also smaller, than with the welded ones. This was confirmed in practice, when welding bodies of cars. In spite of this, the welded joints made on a body of a car by STT II source, can be valued very positively, as everything depends on the place where the welds are situated, on the weld requirements or on the subsequent processing of welds.
Generally speaking, out of the tests made and of practical experience, we may conclude that the use of STT II source on the parts of car bodies of sheet thickness 0,8 mm with both-sided electroplating is without problems, with minimal influence on the material being welded and with minimal spatter.
Presumption can be fully proved that the controlled short-circuiting transfer of the STT II source is also limiting subsequent deformations in a great deal. Besides STT II source enables easy performance of a weld puddle even in difficult welding positions. Perhaps the biggest advance can be seen in minimal TOO, when soldering.
All presumptions stated in introduction of this report have been fulfilled and it can be concluded that STT source is a unique equipment for making root welds when welding thin sheets.
Contact us, please, we will be glad to give you information needed.
CZ WELD s.r.o.

Table no. 1