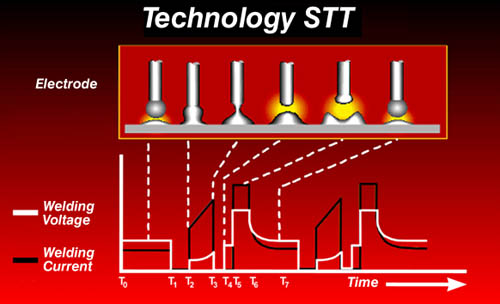
 Fig. 1 |
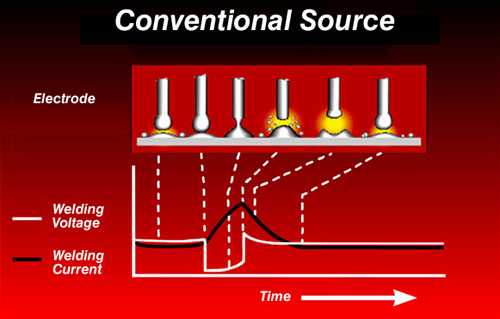 Fig. 2 |
CZ WELD s.r.o.
Lincoln Electric developed totally unique welding source for GMAW (MIG/MAG) welding, whose name is derived from the principal of control of entire welding cycle: Surface-Tension-Transfer. STT source is provided, as the only one, with control of welding cycle according to real parameters of the arc, without interference of welding operator – the operator will perform only basic setting of the source.
Fig. 1 |
Fig. 2 |
Possibilities of STT process, working in the short-circuitting welding mode, are arising from perfectly mastered weld metal transfer to weld pool through analysis of individual phases of arc burning.
Unique control of entire welding process is guided by parameters of arc voltage and evaluation of values measured. The source instantaneously reacts to all phases of weld metal transfer to the weld pool in accordance with real situation of arc.
In fig.1, there is seen a flow of welding current and voltage
on STT arc in individual phases of weld metal transfer from the
end of electrode to the weld pool.
To explain the principle of the source performance, we are going
to present below a small analysis of the principle of welding
with STT source, when compared with conventional source GMAV
(MIG/MAG) with characteristics of constant voltage.
| - time T0 - T1: | electric arc is burning between the end of electrode and the weld pool. Ball of molten filling material is forming at the ond of the electrode. This phase is practically the same as the phase of ball formation with conventional welding source – see TO – T1 in fig.2. |
|---|---|
| - time T1 - T2: | size of the ball of the molten filling material at the end of the electrode has reached the determined size and the contact of the ball with the weld pool occurred – STT source analyzed this situation and, at the moment of the contact of the ball of the molten filling material and the weld pool, limited the welding current for 10A!!! and decreased thus the spatter of metal a great deal. The same phase of conventional source corresponds to point T1 in fig.2 – contact of molten filling material in the form of ball at the end of electrode is existing at full welding current up to the point T3, when the welding current has reached its maximum. |
| - time T2 - T3: | welding process is in the phaseof short-circuit, STT source is increasing current in accordance with the pre-determined curve for separation of the ball of the filling material to the weld pool. |
| - time T3 - T4: | separation of weld
metal from the end of the electrode and its transfer to
the weld pool occurs in this phase. Just at this time the
STT source controls the welding current by its limitation
from the original value to 50 A!!! and thus limits in a
maximal way the spatter and other effects caused by
dynamic activity of restarting of arc. Compared with conventional source (fig.2), this phase corresponds to point T3 – it is obvious that the breaking of the short circuit occurs at highest current, which causes considerable spatter and instability of entire process at restarting of arc. STT source detects, through its circuits, the moment, close to ending of the short-circuit phase and at the separation of the ball to the weld pool limits the welding current to 50 A!!! |
| - time T4 - T7: | at this time the STT source identifies the ending of transfer of the metal to the weld pool and controls the established electrical arc until the phase of a sufficiently big ball of molten metal at the end of electrode. Thus one period is closed,its time is cca 5 ms and entire performance repeats again in cycles. When compared with conventional source, this phase corresponds to fig.2, specified by time T3-T4. |
Principle of performance of the STT source stated above is determined by circuits, which control entire process and control for example the circuit of easy welding, which continuously compare the real values of arc with corresponding values in memory and with values of previous cycles, evaluates the situation and at the real time performes the necessary interference into the welding parameters. Unique circuit called „dv/dt detector“ identifies the phase closely before the ending of the short-circuit. STT is a source for GMAW (MIG/MAG) welding, which operates neither in constant current (CC), nor in constant voltage (CV). It is a source with a wide range of control of welding parameters, where speed of wire feeding and welding current are controlled independently.
Welding parameters are being set in accordance with the real need of all phases of the welding cycle.
- heat input to weld is minimal
- minimal spatter up to 90% lower, than with conventional sources GMAW (MIG/MAG)
- size of the weld pool is the same in any positio and situation of welding, for example at the end of thin sheet, in the root of weld - the weld pool is not increased.
- appearance of weld is excellent
- flexibility of process
- perfectly controlled process
- enables choice of larger welding wires
- for welding of unalloyed and low-alloy steels
- STT source is easy to use
- harmful fumes are decreased for minimum
- enables welding of plain unalloyed steels and low-alloy steels, high-alloy steels and electroplated steels
- application of hard-facing
STT source, which is usually provided with wire feeder LN 742
is fed with voltage from mains 3 x 380 V/50 Hz. Output current
can be preset in the range 0 – 450 A. The source is provided
on the front panel with controls for basic current, peak current,
hot start setting, choice of electrode diameter, output for
remote control, wire feeder connection and output connector of
welding current.
Wire feeder LN 742 enables preflow and postflow of shielding gas
and other functions.
...that is all and we can start welding with STT.
Sphere of industrial use of welding source STT
- is predetermined by its features, which are beneficial especially when welding thin sheets, root layers in all positions, including downward vertical position, filling large gaps, welding with heat limitation to weld. Its practical application include construction of pressure vessels and piping, power engineering, production of machines and equipment for food industry, hard-facing etc. STT welding source, whose principle, features and range of use are stated in this article, originated on the bases of a long-time development and systematic work of The Department for Science and Research of Lincoln Electric company, aimed to move forward the border of GMAW (MIG/MAG) technology.
The users of STT source are thus entering the world of technology of 21st century.
| CZ WELD s.r.o., Pod
brizkami 800, 530 02 Pardubice, Czech Republic, tel./fax: +420 466 303 210 info@czweld.cz, http://www.czweld.cz |